







































نحوه سیم بندی plc
پیشرفت چشمگیر در تکنولوژی باعث استفاده از plc ها به جای کنترل پنل های سنتی در صنایع مختلف شده است. پی ال سی در واقع برنامه ای که توسط کامپیوتر نوشته شده است را به کنتاکتور یا رله ها به وسیله مدار رابط انتقال می دهد و بر طبق برنامه ای که نوشته شده است باعث راه اندازی و کنترل کردن دستگاه می گردد.
PLC چیست؟
plc مخفف کلمه Programmable Logic Controller بوده و و نوعی کنترل کننده منطقی برنامه پذیر می باشد. این کنترل کننده امروزه نقش مهمی در مدیریت و برنامه ریزی بخش های صنعتی داشته و منجر به مدیریت بهتر فرایندها در این بخش می گردد.
پی ال سی چیست و از چند بخش تشکیل شده است؟
PLCها مبتنی بر میکروپروسسور هستند و با داشتن اجزایی مانند زمان سنج ، شمارنده و ثبات انتقالی ، کنترل فرآیندهاي پیچیده را آسان می سازند . اجزای PLC ها گوناگون می باشد ورودي ، حافظه، پردازش، خروجی برخی از مهم ترین اجزای پی ال سی می باشد .
اطلاعات ورودي از طریق سنسورها دریافت و در حافظه ذخیره می گردند ، این اطلاعات با توجه به فرامین موجود در حافظه پردازش شده و سپس خروجی ها به نحوي مناسب ساخته می شوند . هر PLC داراي زبان برنامه نویسی خاص خود بوده که رابط بین کاربر و سخت افزار PLC می باشد .پی ال سی ها انواع و برندهای گوناگونی دارند پی ال سی زیمنس و دلتا از جمله معروف ترین برندهای پی ال سی در کشور می باشند.
هر PLC از دو قسمت تشکیل شده است:
1. سخت افزار
2. نرم افزار

سخت افزار PLC
سخت افزار تشکیل دهنده PLC شامل CPU MEMORY، INPUT/OUTPUT، منبع تغذیه و ماژول برنامه نویسی می باشد.
سخت افزار PLC شامل:
1. واحد منبع تغذیه
2. واحد پردازش مرکزی
3. حافظه: RAM شامل نگهداری نگهداری فلگ ها، تایمرها، شمارنده ها و برنامه های کاربر می باشد و حافظه دائم (EEPROM,EOROM)
4. ترمینال های ورودی: ورودی های دیجیتال و ورودی های آنالوگ
5. ترمینال های خروجی: خروجی های دیجیتال و خروجی های آنالوگ
6. مدول ارتباط پروسسوری
7. مدول رابط: تصویر ورودی ها و تصویر خروجی ها
8. مدول منبع تغذیه
ورودی می تواند سنسور ها – کلید های قطع و وصل، عوامل مکانیکی و … باشند. خروجی هم موتورها – رله یا کنتاکتورها – لامپ ها و نمایشگر ها باشند.با اعمال ورودی به یک سیستم PLC که می تواند بصورت کلیدی و یا سنسور باشد عمل پردازش بر روی آن صورت گرفته و نتیجه عمل در یک عمل کننده یا یک شبیه ساز آشکار می شود.به مجموعه این اعمال یک فرایند یا پروسه کاری گفته می شود.
• CPU
ماژول CPU دارای یک پردازنده مرکزی، حافظه ROM و RAM است. حافظه ROM شامل سیستم عامل، درایور و برنامه کاربردی است. از حافظه RAM برای ذخیره برنامهها و دادهها استفاده میشود. CPU مغز PLC با ریزپردازنده هشت هشتی یا شانزده شانزدهی است. CPU مبتنی بر ریز پردازنده، جایگزین تایمر، رله و شمارنده می شود. دو نوع پردازنده به صورت تک بیتی یا کلمهای می توانند با یک PLC ترکیب شوند.
از پردازنده یک بیتی برای انجام توابع منطقی استفاده می شود، در حالی که پردازندههای کلمهای برای پردازش متن، داده های عددی، کنترل و ثبت دادهها استفاده میشوند، CPU داده های ورودی را از حسگرها می خواند، آن را پردازش میکند و سرانجام دستور را برای دستگاههای کنترلی ارسال می کند. همانطور که در بحث قبلی ذکر شد، منبع تغذیه DC، تامینکننده سیگنال ولتاژ مورد نیاز است. CPU همچنین شامل قطعات الکتریکی دیگری برای اتصال کابلهای مورد استفاده توسط واحدهای دیگر است.
• MEMORY
دیتای ثابتی است که توسط CPU استفاده می شود.سیستم ROM، دیتا را بصورت دائمی برای عملکرد سیستم ذخیره می کند. RAM، اطلاعات مربوط به ورودی و خروجی ها، مقادیر تایمرها، شمارنده ها و تجهیزات داخلی دیگر را ذخیره می کند .
• بخش I/O

ماژول ورودی :
آیا تاکنون به این فکر کرده اید که چگونه پارامترهای فیزیکی مانند دما، فشار، جریان و غیره را حس کنید؟ با استفاده از PLC؟ البته PLC یک ماژول اختصاصی برای ارتباط ورودی و خروجی دارد که به آن ماژول ورودی و خروجی گفته می شود. دستگاههای ورودی می توانند دکمه های فشاری استارت و استپ، سوئیچ ها و … باشند، و دستگاه های خروجی می توانند هیتر برقی، دریچه، رله و غیره باشند. ماژول I / O به ارتباط دستگاههای ورودی و خروجی با ریزپردازنده کمک می کند.
ماژول خروجی :
هنگامی که سیگنال منطقی بالایی از پردازنده حاصل میشود،LED روشن میشود و اجازه میدهد تا نور روی یک ترانزیستور نوری بیفتد. هنگامی که ترانزیستور به ناحیه رسانا می رود، یک پالس به سمت گیت ترایاک تولید میکند. بلوک جداکننده برای جداسازی بخش منطقی و بخش کنترل استفاده می شود.ورودی و خروجی های تجهیزات فیلد، نظیر سنسورها و سوئیچ ها را دریافت و ارسال می کند.
• منبع تغذیه
از این ماژول برای تأمین توان مورد نیاز کل سیستم PLC استفاده می شود که توان AC موجود را به توان DC که مورد نیاز CPU و ماژول I / O است تبدیل میکند. PLC ها یک منبع تغذیه ایزوله دارند. اما اکثر PLC ها با تغذیه 220V AC یا 24V DC کار می کنند.
• تجهیز برنامه نویسی) Programming Device)
از این تجهیز جهت ارسال برنامه به حافظه پروسسور استفاده می شود. برنامه ابتدا به این تجهیز وارد می شود و سپس به حافظه PLC منتقل می شود

مزایای پی ال سی چیست؟
همانگونه که گفته شد استفاده از پی ال سی باعث مدیریت بهتر یک ماشین صنعتی می شود. استفاده از پی ال سی روش های سنتی مدیریت ماشین آلات را منسوخ کرده، و دیگر نیاز به نیروی انسانی نیست، و این ماشین آلات به صورت اتوماتیک و با استفاده از فرمان های پی ال سی کار می کنند.
یکی دیگر از مزایای plc عیب یابی آسان است. در سیستم های صنعتی برای عیب یابی یک سیستم می بایست قطعات مختلف مورد بررسی قرار می گرفتند. این در حالی است که با کمک plc این کار به صورت هوشمند تشخیص داده می شود، و می توان عیب ایجاد شده را به صورت سریعتر رفع نمود.
همچنین استفاده از این تابلو می تواند بازدهی یک ماشین تولیدی را افزایش دهد. و در کنار آن کیفیت محصولات را نیز حفظ کند. در نتیجه با استفاده از این کامپیوتر داخلی می توان پروژه موفق را راه اندازی نمود.
به طور کلی مزایاي plc عبارتند از :
۱– استفاده از PLC حجم تابلوهاي فرمان را کاهش می دهد.
۲ – استفاده از PLC موجب صرفه جویی فراوان در هزینه می گردد .
۳ – PLC استهلاك مکانیکی ندارد بنابراین علاوه بر طول عمر بیشتر ، نیازي به سرویس و تعمیرات دوره اي ندارد .
۴ – مصرف انرژي PLC بسیار کمتر از مدارهاي رله اي است .
۵ – PLC نویزهاي صوتی و الکتریکی ایجاد نمی کند .
۶ – عیب یابی مدارات کنترل با PLC سریع و آسان است و معمولا PLC خود داراي برنامه عیب یابی می باشد .
PLCها چگونه کار میکنند؟
همانطور که گفتیم، PLC کامپیوتر صنعتی کوچکی است که از ماژولهای به هم پیوسته و به منظور کنترل اتوماتیک فرآیندها به کار میرود. انتخاب درست و پیکربندی مناسب PLC از شروط لازم برای توسعه هر سیستم موفقی در اتوماسیون صنعتی به حساب میآید. PLC از قطعات مختلفی تشکیل شده که غیر از منبع تغذیه، تقریباً سایر آنها را میتوان در سه دسته قرار داد:
• پردازنده (CPU)
• ورودیها
• خروجیها
PLCها کامپیوترهای پیچیده و قدرتمندی هستند ولی عملکرد آنها را میتوان به زبان ساده توضیح داد. به این صورت که PLC ابتدا ورودیها را میگیرد. در مرحله بعد، با کمک پردازنده، عملیات منطقی روی ورودیها انجام میدهد. در پایان نیز خروجیهای مورد نیاز را تولید میکند.
سه جز در ورودی های پی ال سی PLC تعبیه شده است. این سه جز به ترتیب عبارتند از :
1. منبع تغذیه PLC
2. سیم بندی COM
3. پایه های ورودی

1. منبع تغذیه پی ال سی
ولتاژ منبع تغذیه میتواند متغیر باشد از جمله ۲۲۰، ۲۴ ولت AC و… باشد.
منبع تغذیه وارد پی ال سی می شود و موجب روشن شدن پی ال سی PLC می شود.
2. سیم بندی COM (مشترک)
جهت تشخیص فرمان ورودی پی ال سی PLC به COM نیاز داریم.
3. پایه های ورودی
برای تغییر وضعیت ورودی پی ال سی باید اختلاف ولتاژ بین پایه ها و COM وجود داشته باشد. در این حین پایه مربوطه در برنامه PLC فعال می شود.
نحوه سیم بندی پی ال سی به چه صورت است؟
سیم بندی از مراحل بسیار مهمی است که در پی ال سی های مختلف شکلی متفاوت داشته و برای نحوه سیم بندی به صورت دقیق برای هر دستگاه نیاز به مراجعه دیتاشیت آن دستگاه می باشد.اما روش کلی آن یکسان بوده و با اطلاع از آن می توان به سیم بندی این دستگاه ها پرداخت. افرادی که در حوزه پی ال سی فعالیت می کنند نیاز است تا با دیتاشیت خوانی آشنایی داشته و قادر به سیم بندی پی ال سی ها توسط دیتاشیت هایی که برای آنها وجود دارد باشند. همچنین آنچه که در ادامه ذکر میشود، بیشتر به صورت یک روش کلی است.
دیتاشیت خوانی جزء جدایی ناپذیر و بسیار کارگشا در کار با پی ال سیها است وهر پی ال سیای را که خریداری میکنید به راحتی و با مراجعه به دیتاشیت کارتها و بخشهای مختلف آن.میتوانید با نحوه سیم بندی پی ال سی آشنا شوید.
نحوه سیم بندی ورودیهای پی ال سی
در قسمت ورودی پی ال سی (برای برندها مختلف) با سه جزء زیر عموما رو به رو میشویم:
۱- تغذیه پی ال سی:
تغذیه پی ال سی ممکن است، ۲۴ ولت یا ۲۲۰ ولت AC یا .. باشد.این تغذیه از طریق منبع تغذیه تامین شده و به پی ال سی داده میشود.پس از آن پی ال سی روشن میگردد.در ابتدا نیاز است تا ورودی پی ال سی را سیم بندی نماییم. در ورودی پی ال سی ها سه جزء وجود دارد که این اجزا عبارتند از: تغذیه پی ال سی، سیم بندی COM و پایه های ورودی.
برای سیم بندی پی ال سی باید توجه نمود که تغذیه plc مقدار 24 ولت یا 220 ولت جریان متناوب می باشد. یک منبع تغذیه وجود دارد که این تغذیه توسط این منبع به پی ال سی داده می شود و موجب روشن شدن پی ال سی می گردد.
اما COM یک سطح ولتاژ مشترک می باشد که فرمان ورودی های پی ال سی را تشخیص می دهد. در واقع با دادن ولتاژهای مختلف به COM می توان فرمان های مختلف را به پی ال سی صادر کرد. به عنوان مثال در صورتی که به COM مقدار صفر ولت داده شود و به پایه های ورودی پی ال سی مقدار 24 ولت داده شود این تشخیص توسط پی ال سی داده می شود که فرمان آمده و ورودی فعال شده است.حال اگر به COM مقدار 24 ولت داده شود فرمان فعال شدن ورودی توسط پی ال سی زمانی تشخیص داده می شود که به پایه های ورودی آن مقدار ولتاژ منفی یا صفر وارد شود.
در واقع برای فعال شدن پایه های ورودی نیاز است تا مابین این پایه ها و COM یک اختلاف ولتاژ وجود داشته باشد.در زمان هایی که سیم بندی پی ال سی انجام می گیرد نیاز است تا به این نکته توجه نمود که توجه ویژه ای به سر سیم زدن سیم ها داشت و آنها را در پایه های ورودی به درستی محکم نمود.
در نهایت می توان گفت که برای ایجاد یک اختلاف ولتاژ در میان COM و پایه های ورودی معمولا باید به COM یک ولتاژ منفی و به پایه های ورودی یک ولتاژ مثبت نصب نماییم. زمانی که در ورودی ها که شامل کلید یا یک سنسور می باشد تغییری به وجود آمد در برنامه هم این تغییر صورت خواهد گرفت.
۲- نحوه سیم بندی COM:
com یا مشترک، سطح ولتاژ مرجع برای تشخیص فرمان ورودیهای پی ال سی است.یعنی اگر فرضا به com مقدار ۰ ولت را بدهیم.در صورتی که به پایههای ورودی ولتاژ ۲۴ ولت برسد، پی ال سی تشخیص میدهد که فرمان آمده است و ورودی مورد نظر فعال شده است.همچنین اگر به com، مقدار ۲۴ ولت را بدهیم، زمانی پی ال سی احساس میکند که ورودی اش فعال شده است که به نحوی به ورودی مربوطه، ولتاژ منفی یا همان صفر ولت برسد.
۳- پایههای ورودی:
همانطور که در بالا هم ذکر شد، اگر بین این پایهها و com پی ال سی، اختلاف ولتاژ وجود داشته باشد. پایه مربوطه در برنامه پی ال سی فعال (اِنِرجایزد) میشود و تغییر در وضعیت ورودیها ایجاد میشود.در نحوه سیم بندی پی ال سی بایستی به سرسیم زدن به این سیمها و سپس محکم کردن شان در پایههای ورودی دقت کنید.پس برای ورودیهای پی ال سی (پی ال سیای که با ورودیهای dc کار میکند.)
به طور کلی بایستی یک اختلاف ولتاژ بین com و پایه ورودی ایجاد کنیم و ما هم برای پروژههای خود، عموما ولتاژ منفی را به com پی ال سی میدهیم و ولتاژ مثبت را به پایههای ورودی متصل میکنیم و هر موقع در ورودیها (که ممکن است یک سنسور یا کلید یا … باشند.)تغییری ایجاد شد، در برنامه نیز این تغییر اعمال خواهد شد.
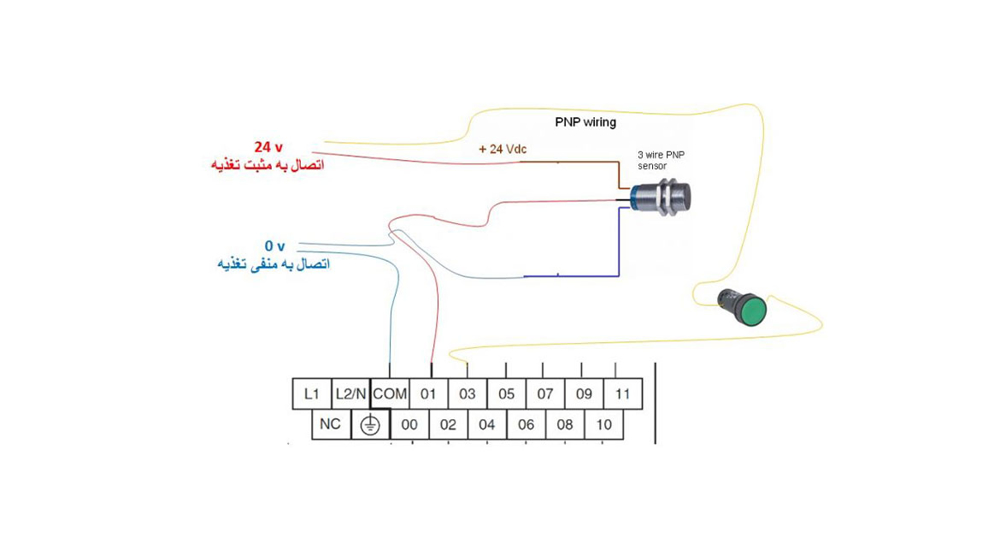
چگونه در سیم بندی، سنسور را به PLC متصل نماییم؟
یک سنسور القایی pnp وجود دارد که باید به همراه کلید فشاری یا PB به پایه های ورودی 0.00 و 0.01 متصل گردد. قابل ذکر است که برای این نوع سنسورها نیاز به دو عدد سیم داریم که یکی از این رشته سیم ها مثبت و دیگری منفی می باشد.علاوه بر این دو سیم، یک رشته سیم دیگر نیز در این سنسورها وجود دارد که در هر لحظه به مشاهده یک جسم می پردازد. با انداختن ولتاژ مثبت بر روی آنها، در خروجی یک ولتاژ مثبت به ما داده می شود.
اتصال سنسور به plc لوگو
در صورتی که از پی ال سی لوگو استفاده می کنید نیاز است تا پس از نگاه کردن به دیتاشیت آن، در صورتی که ولتاژ ورودی 220 ولت داشت اتصال را به صورت مستقیم برقرار نمایید.ممکن است پی ال سی شما از ورودی 220 ولت پشتیبانی نموده و در نتیجه COM آن مجزا خواهد بود و باید نول به آن وصل گردد. اما به صورت کلی توصیه می شود که برای سنسورهایی که 220 ولتی می باشند از رله پی ال سی استفاده گردد، چرا که علاوه بر ارزان قیمت بودن سیم بندی راحت تری داشته و امکان آسیب رساندن به پی ال سی را نیز کمتر می کند.
برای استفاده از رله پی ال سی باید بدانید که این رله ها از 3 پایه تشکیل شده اند که نیاز است تا از دو پایه آن استفاده نمود. برای اتصال سنسور القایی به پی ال سی لوگو نیاز است تا در ابتدا از سنسور به یک طرف رله پی ال سی که مربوط به ورودی رله می باشد برده شود و بعد از آن از پایه Normally close (NC) یک سیم گرفته و به ورودی پی ال سی وصل گردد.
![]()
این نکته قابل ذکر است که در سیم بندی پی ال سی، ورودی ها شامل کلید، سنسور، میکرو سوئیچ و … می باشد و خروجی های آن نیز در انواع ترانزیستوری و رله ای بوده و از چراغ سیگنال، شیرهای برقی، موتورها، جک ها و … تشکیل می شوند.
در پی ال سی های لوگو امکان نصب به دو صورت دیواری و بر روی ریلدر وجود دارد که در حالت دوم باید به این نکته توجه داشت که ماژول هایی که به ماژول های اصلی expand شده اند، از ولتاژ یکسانی برخوردار باشند.
در روش سیم بندی پی ال سی لوگو باید به اندازه سیم ها نیز دقت شده و قطر آنها در حدود 2.5 الی 5 میلی متر مربع باشد. در صورتی که از برق سه فاز استفاده می شود نیاز است تا هر گروه از ورودی ها را به یک فاز ویژه متصل نمود و برای دو گروه مختلف نمی توان از یک فاز یکسان استفاده کرد. همچنین فلزهای مختلف نباید به ورودی های لوگو متصل گردند.